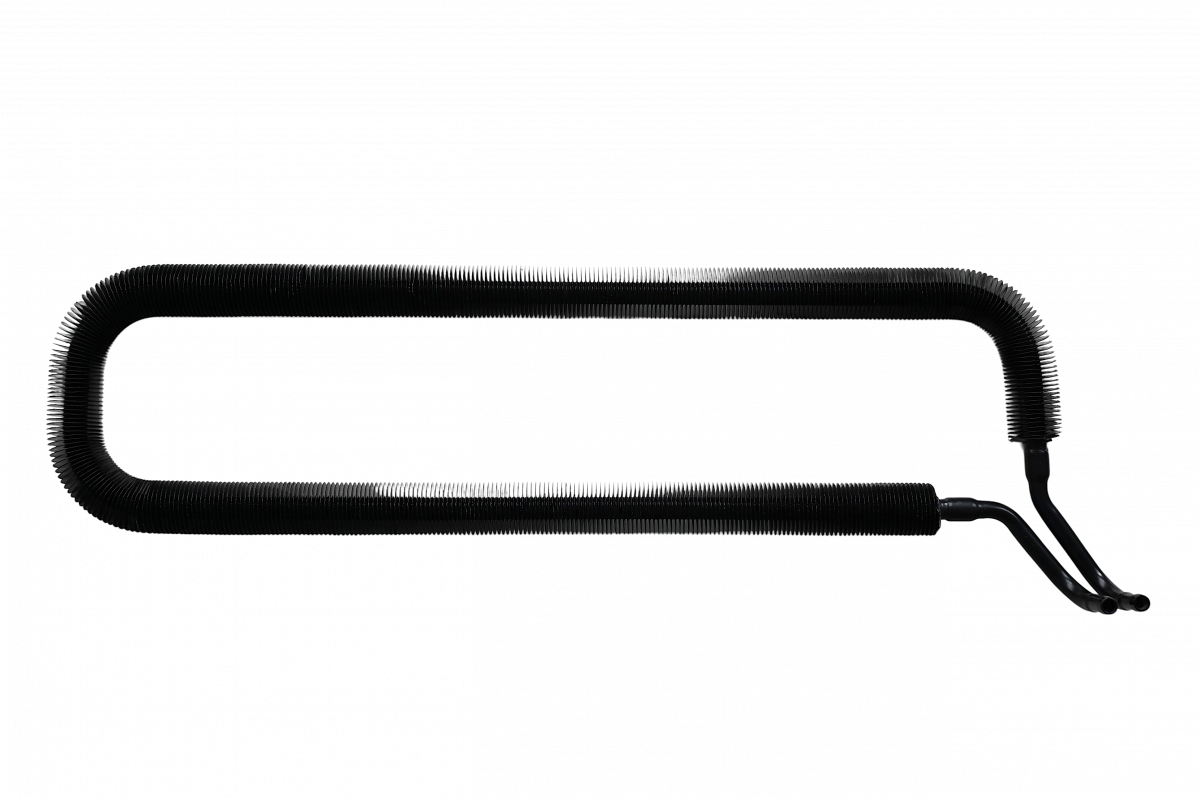

Our heat exchangers made from coiled stainless steel tubing set new standards in energy efficiency and reliability. Designed for demanding industrial applications, they impress with their compact design, high corrosion resistance, and exceptional thermal performance.
Your benefits at a glance:
- Highest efficiency: The spiral tube design maximizes the heat transfer surface and ensures optimal flow conditions.
- Robust & durable: Made from high-quality stainless steel, the heat exchanger withstands aggressive media and extreme temperatures.
- Compact design: Space-saving construction – ideal for tight installation spaces and modular system concepts.
- Sustainability included: Reduced energy consumption means lower operating costs and a smaller CO₂ footprint.
- Low maintenance: The smooth inner tube surface minimizes deposits and makes cleaning easier.
- Customizable: Whether pressure, temperature, or medium – we manufacture according to your requirements.
Whether in the chemical industry, food processing, mechanical engineering, or in household appliances such as dishwashers, washing machines, or refrigerators – our heat exchangers are the first choice for anyone who values quality, efficiency, durability, and sustainability.
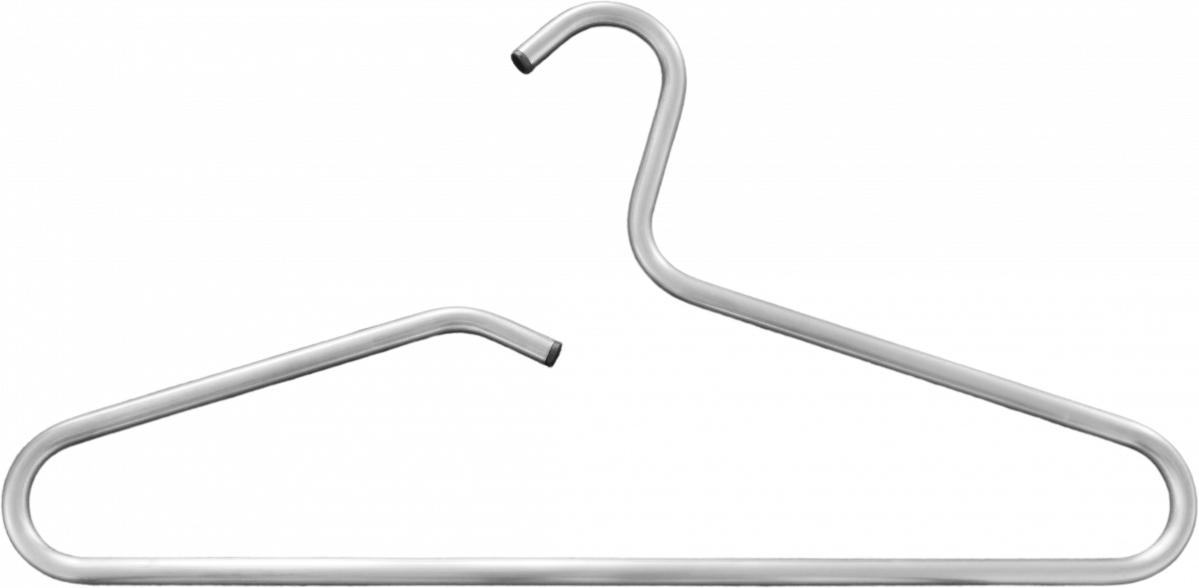
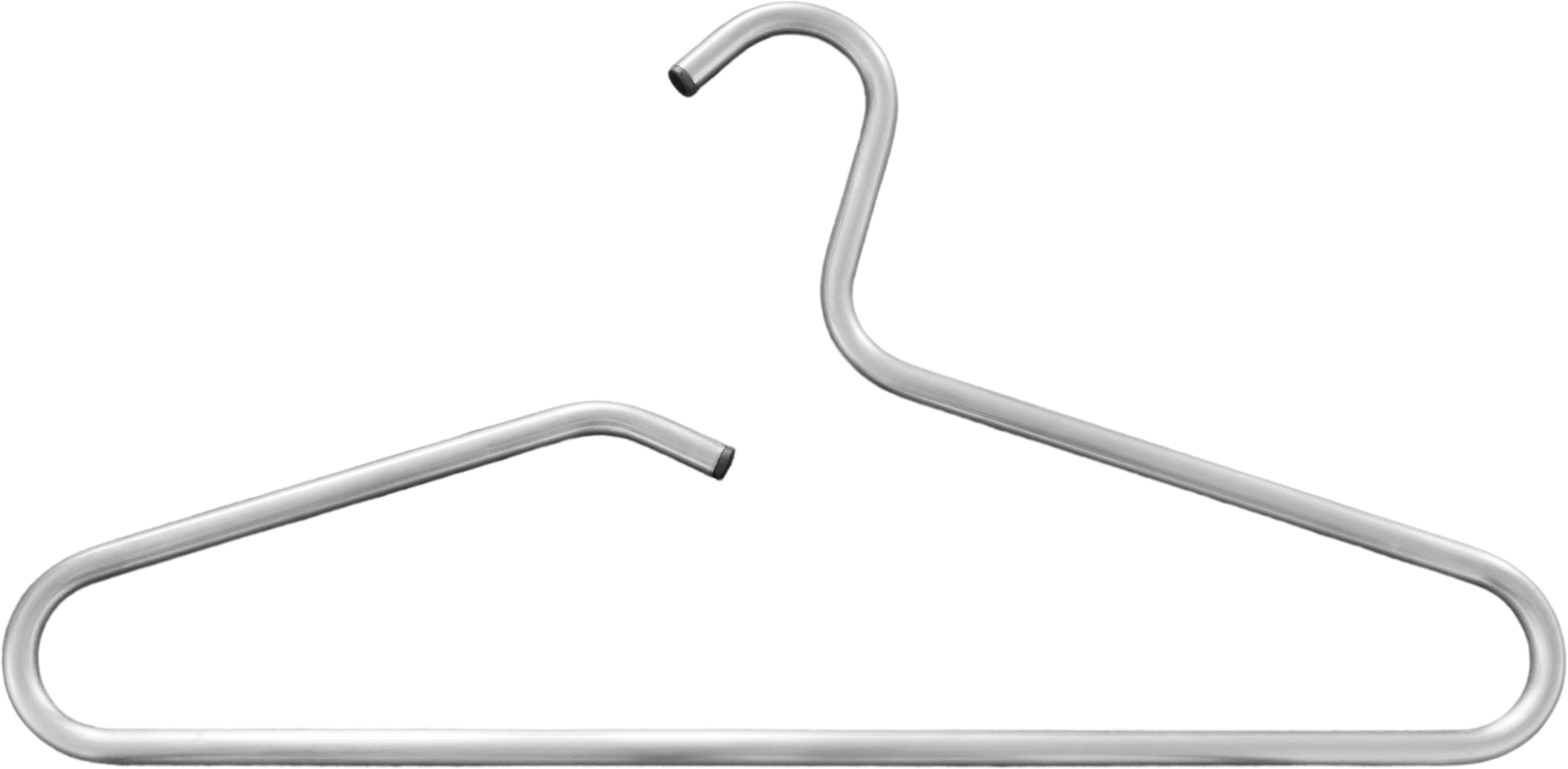
Our heat exchangers made from polyamide-coated aluminum tube combine the excellent thermal conductivity of aluminum with the protective power of a high-quality polyamide coating. The result:
• Maximum corrosion resistance for long service life
• Lightweight & robustness for demanding applications
• Optimized heat transfer for highest energy efficiency
Ideal for use in air-conditioning and heating systems, automotive, or industrial applications—where reliability and performance are critical.